Honestly, this film blowing machine business… it’s been a whirlwind lately. Everyone’s chasing thinner, stronger films, more automation, and, of course, lower costs. It’s a constant balancing act. You see a lot of folks jumping on the biodegradable bandwagon, which is great, but some of those materials are a nightmare to work with on the line. Really sticky, gets clogged easily.
Have you noticed everyone’s obsessed with inline printing these days? It *sounds* good on paper – less handling, faster turnaround – but I’ve seen more than one factory struggle with consistent registration. It’s tricky. You gotta get the tension *just* right, and the ink adhesion…forget about it if the film surface isn't perfectly smooth.
And the requests for customization… it's endless. It’s not just about film width anymore. It's film thickness, core size, winding type, even the way it's packaged. People want it *exactly* their way.
The Current Landscape of film blowing machine
To be honest, the industry’s moving *fast*. There’s a huge push for higher output, and everyone’s trying to figure out how to do more with less. I saw a setup at a factory in Ningbo last month that was running three extruders feeding into a single tower. It was…a lot. Lots of sensors, lots of controls, and a whole lot of potential things to go wrong.
And it’s not just about speed. There’s a growing demand for specialty films – barrier films, shrink films, agricultural films, you name it. Each one requires a slightly different approach, a different screw design, a different die…it's a complex beast.
Design Pitfalls and Considerations in film blowing machine
Strangely enough, one of the biggest issues I see is people over-engineering. They try to build something that does *everything*, and end up with a machine that’s complicated, expensive, and unreliable. Keep it simple, that’s my motto. A good, robust design with quality components will always outperform a fancy, over-engineered one.
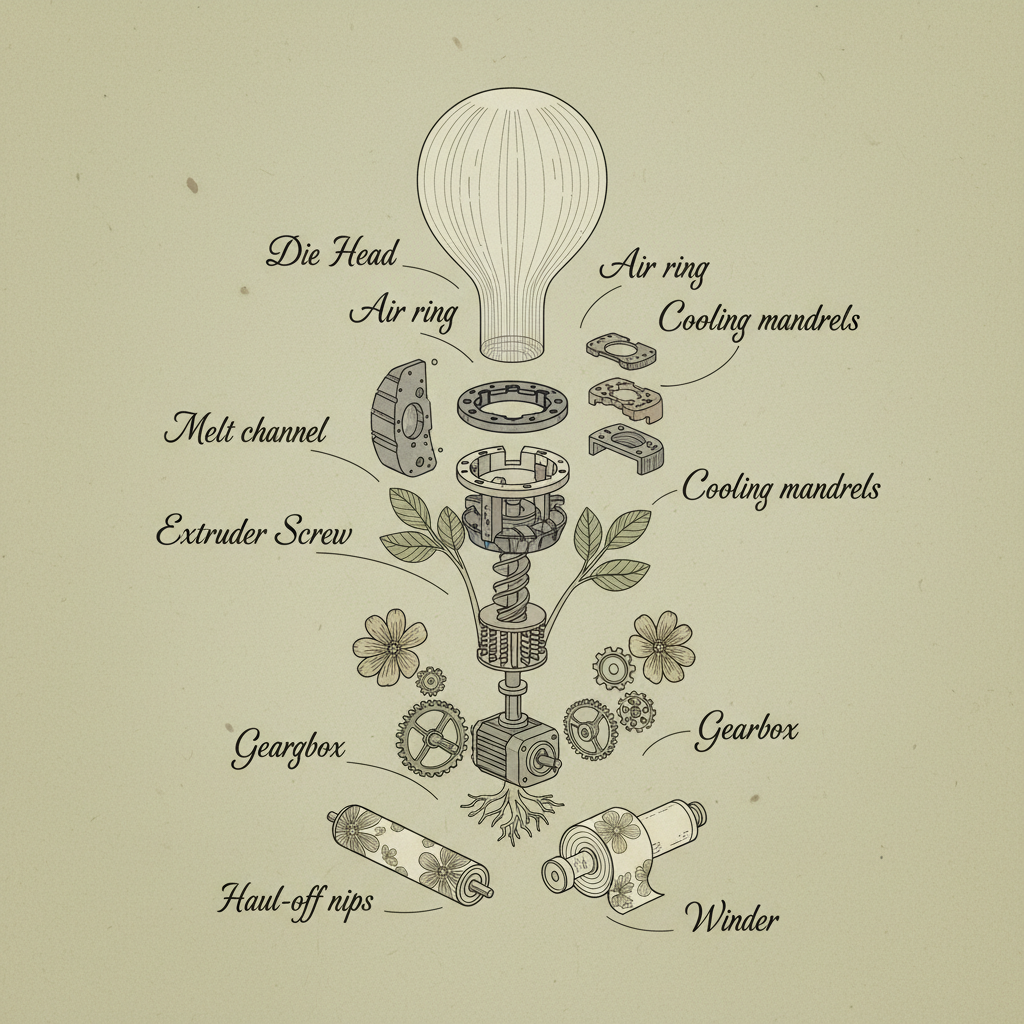
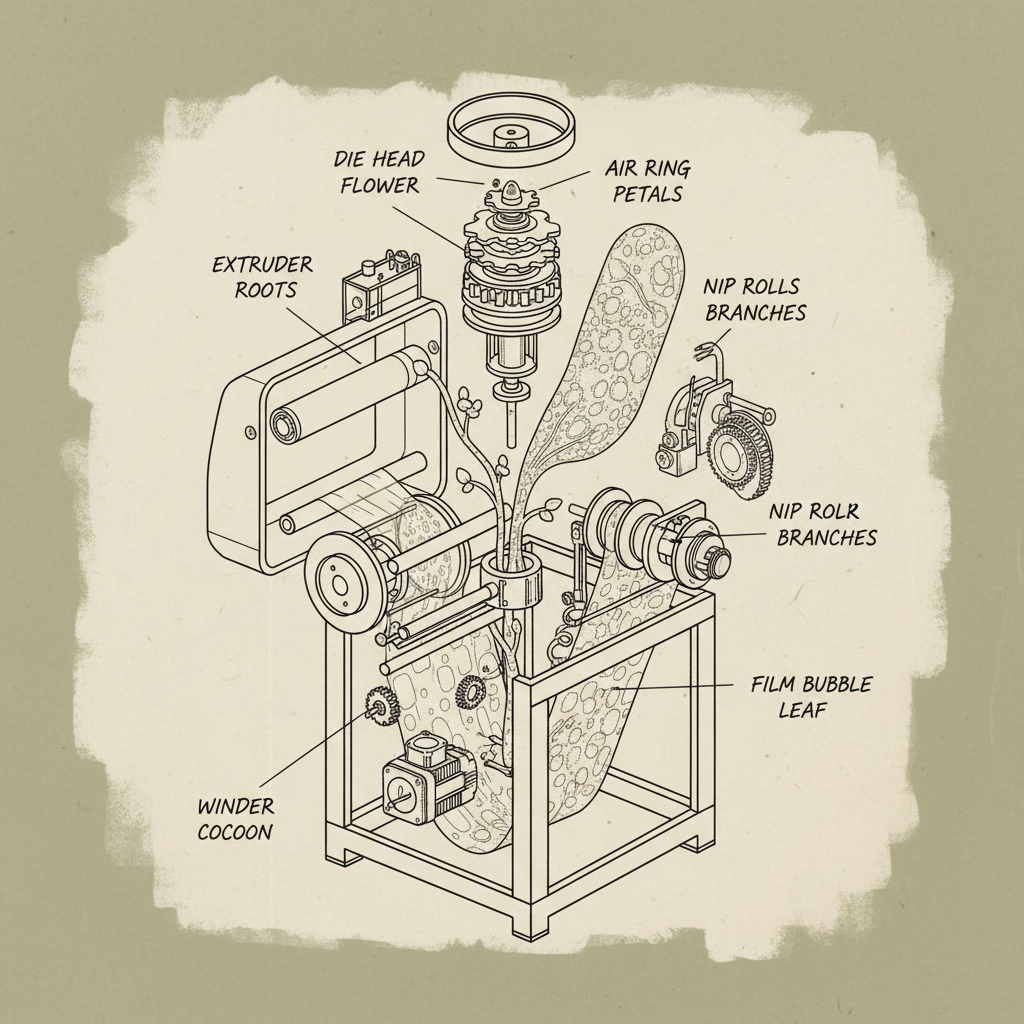
Another thing – the die. That’s where a lot of the magic happens, but it’s also where things can go sideways real quick. You gotta get the melt distribution right, otherwise you'll end up with uneven thickness and all sorts of defects. And the cooling ring…that’s crucial. Too much cooling, and you get a brittle film. Too little, and it won’t hold its shape.
And don't even get me started on the haul-off system. That’s where a lot of the tension problems originate. If it’s not properly synchronized with the extrusion speed, you’ll get wrinkles, bubbles, and all kinds of headaches.
Materials Used in Modern film blowing machine
We’re seeing a lot more LLDPE these days. It’s tougher and more flexible than LDPE, which is good, but it can be a pain to process. It's a bit like trying to wrestle a wet noodle. It has a certain smell, kind of plasticky, you get used to it after a while.
Then there’s the whole world of additives. Slip agents, anti-block agents, UV stabilizers…it’s endless. You gotta be careful with those, though. Some of them can affect the film's clarity or its sealability. I once encountered a batch with too much anti-block – the film wouldn't seal *at all*. A real mess.
And of course, there's the growing interest in bio-based polymers like PLA and PHA. They feel… different. Less slippery, a bit more textured. And the smell…kind of sweet, almost like fruit. They're still relatively expensive, and their processing windows are a lot tighter, but they're definitely the future.
Real-World Testing of film blowing machine
Forget the lab tests. I want to see how this film performs in a real-world environment. We run tear tests, obviously, and tensile strength tests, but those only tell you part of the story. We also do drop tests, puncture tests, and seal integrity tests.
I also like to take samples to different packaging companies and have them run them on their lines. That’s the best way to get honest feedback. They’ll tell you if the film’s easy to work with, if it causes problems on their equipment, and if it meets their quality standards.
Testing Parameters for film blowing machine
How film blowing machine Are Actually Used
It's rarely what you expect. I thought most of it went into packaging, right? Turns out, a huge chunk goes into agricultural film – mulch film, greenhouse coverings, that sort of thing. The requirements are totally different there – UV resistance, tear strength, and the ability to withstand harsh weather conditions are key.
And a lot of it ends up as construction film – vapor barriers, dust barriers, protective sheeting. It has to be tough enough to hold up on a job site, but also relatively inexpensive.
Advantages and Disadvantages of film blowing machine
The biggest advantage, obviously, is the cost. It's a relatively inexpensive way to produce a lot of film. It’s also versatile. You can make a wide range of film thicknesses and widths with a single machine. But…it's not perfect.
The biggest downside is the waste. There's always some trim and scrap, and dealing with that can be a headache. And the process can be noisy, and it generates a lot of heat. You need good ventilation and cooling systems to keep things under control.
Anyway, I think the speed and cost-effectiveness are what keep people coming back.
Customization Options for film blowing machine
You can customize just about anything, really. Die design is the biggest one. We had a customer last month, a small boss in Shenzhen who makes smart home devices, insisted on changing the interface to . Said it was for “future-proofing.” It was a nightmare. We had to redesign the entire die and recalibrate the whole system. Took two weeks and a lot of headaches. Later… forget it, I won't mention it.
You can also customize the winding system. Some customers want automatic turret winders, others prefer manual winders. It depends on their volume and their level of automation.
And of course, you can customize the controls. PLC-based controls are the standard these days, but you can add all sorts of bells and whistles – remote monitoring, data logging, automatic fault detection, you name it.
Summary of Common Customization Requests
| Customization Category |
Complexity Level |
Estimated Cost Increase |
Lead Time Impact |
| Die Modification |
High |
15-25% |
2-4 Weeks |
| Winding System Upgrade |
Medium |
10-15% |
1-2 Weeks |
| Control System Integration |
Medium |
8-12% |
1-3 Weeks |
| Material Handling Automation |
High |
20-30% |
3-6 Weeks |
| Inline Printing Integration |
Very High |
30-40% |
4-8 Weeks |
| Film Thickness Calibration |
Low |
5-10% |
Few Days |
FAQS
Bubbling usually comes down to uneven cooling or inconsistent film tension. Sometimes it's a die issue, the melt isn't distributed properly. And don't forget to check your haul-off speed – if it's too slow, the film can build up and start to bubble. I've seen it happen a dozen times. It's usually a combination of a couple of those things, honestly. You gotta check everything.
That’s a big one. Proper purging is key. You want to use a purging compound that’s compatible with your resin. And don’t rush the startup or shutdown. Slow and steady wins the race. Also, consider a trim recovery system. It’s an investment, but it can pay for itself in saved material. Seriously, the amount of plastic wasted is criminal if you’re not careful.
Wrinkles are a pain. It’s usually a tension issue. Make sure your haul-off system is properly synchronized with the extrusion speed. And check your cooling ring – if it’s not cooling the film evenly, it can cause wrinkles. You can also try adjusting the nip rollers, but be careful not to damage the film. It’s a balancing act.
Regular cleaning is critical. Build-up of resin can cause all sorts of problems. Check the die for obstructions. Lubricate all moving parts. And inspect the heating elements regularly. Preventative maintenance is a lot cheaper than emergency repairs, trust me. I’ve been there, at 3AM, wrenching on a broken heater. It’s not fun.
The screw is the heart of the machine. Different screw designs are optimized for different resins and film types. A longer screw will provide more mixing, which is good for complex formulations. But a shorter screw might be better for shear-sensitive materials. It really depends on what you’re trying to achieve. It's a whole science on its own, honestly.
If you take care of it, a good machine can last 15-20 years, easy. The key is regular maintenance and using quality parts. Don’t skimp on the screws, the dies, or the controls. A cheap replacement part will end up costing you more in the long run. I've seen machines that are still running strong after 30 years, but those are rare.
Conclusion
Ultimately, this film blowing machine business is about finding the right balance between cost, quality, and efficiency. It’s about understanding the materials, the process, and the end application. It's not rocket science, but it takes experience and attention to detail to do it right. There's a lot of theory, but the real learning happens on the factory floor.
And at the end of the day, whether this thing works or not, the worker will know the moment he tightens the screw. If the film is smooth, consistent, and meets the specs, he'll know it. And if it’s not… well, he'll be calling me. You can find out more about our machines and customization options at www.cnchsj.com.