Blow film plastic is a remarkably versatile material integral to modern packaging, agriculture, construction, and countless other industries. Its cost-effectiveness, flexibility, and protective qualities make it a preferred choice for a wide range of applications, from food packaging to protective coverings. Understanding the nuances of blow film plastic – its production, properties, and evolving sustainability – is crucial for professionals across numerous sectors.
Globally, the demand for blow film plastic is continuously increasing, driven by factors like population growth, rising consumerism, and the need for efficient and safe product transportation and storage. This growth presents both opportunities and challenges, particularly concerning environmental impact and the need for innovative, sustainable alternatives. The United Nations Sustainable Development Goals highlight the importance of responsible production and consumption, pushing the industry to adopt more eco-friendly practices.
The adaptability of blow film plastic allows for custom solutions tailored to specific needs, improving product shelf life and reducing waste. Its lightweight nature also contributes to lower transportation costs and a reduced carbon footprint, making it an essential component of modern supply chains worldwide.

The Significance of Blow Film Plastic
Blow film plastic’s significance stems from its unique combination of properties. It offers an exceptional strength-to-weight ratio, making it ideal for applications where minimizing material usage is vital. This translates directly into cost savings for manufacturers and reduces the overall environmental impact of packaging and other products.
Furthermore, blow film plastic is incredibly versatile, easily adaptable to various shapes, sizes, and thicknesses. This versatility facilitates customized packaging solutions, ensuring product protection and enhancing brand presentation. Its widespread use is a testament to its reliability and cost-effectiveness in a competitive global market.
Understanding Blow Film Plastic
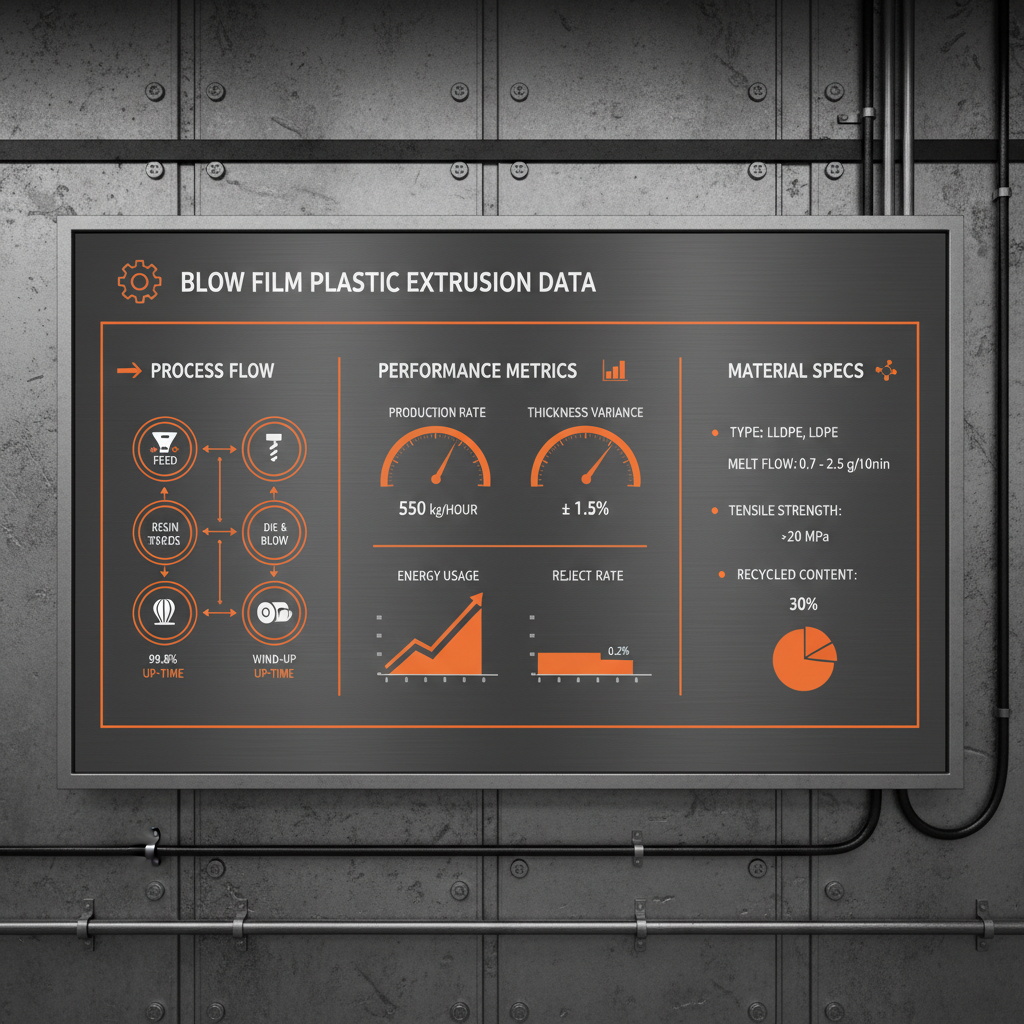
Blow film plastic is created through an extrusion process where molten plastic is inflated into a thin tube or ‘bubble.’ This bubble is then cooled, flattened, and sealed to create a continuous film. The process allows for the production of films with varying thicknesses and widths, catering to diverse applications. Polyethylene (PE), particularly Low-Density Polyethylene (LDPE) and Linear Low-Density Polyethylene (LLDPE), are the most commonly used resins, due to their flexibility, clarity, and cost-effectiveness.
The resulting film possesses excellent barrier properties against moisture, gases, and contaminants, making it ideal for food packaging, protecting goods during transit, and safeguarding sensitive materials. This characteristic is fundamental to preserving product quality and extending shelf life.
Its connection to modern industry is profound, playing a critical role in sectors ranging from agriculture, where it's used for greenhouse films and mulch, to healthcare, where it forms protective packaging for medical devices and supplies. The lightweight nature of the material contributes significantly to logistical efficiencies in these and many other fields.
Core Properties of Blow Film Plastic
The performance of blow film plastic is heavily influenced by its core properties. These include tensile strength, elongation, tear resistance, and puncture resistance. Tensile strength refers to the material’s ability to withstand stretching forces, while elongation indicates how much it can stretch before breaking. These are critical for applications requiring robustness and durability.
Another key property is permeability – how easily gases and moisture can pass through the film. Lower permeability is crucial for preserving the freshness of food and protecting sensitive products from environmental factors. The ability to tailor permeability by adjusting resin blends and film thickness adds to its versatility.
Clarity and printability are also significant considerations. Many applications require clear films to allow consumers to view the product inside, while others need surfaces that accept high-quality printing for branding and product information. The ability to customize these properties through additives and processing techniques is a major advantage of blow film plastic.
Key Performance Indicators of Blow Film Plastic
Evaluating blow film plastic requires assessing several Key Performance Indicators (KPIs). These metrics provide a quantifiable measure of the material’s suitability for specific applications. One crucial KPI is the Dart Drop Impact test, which measures the energy required to puncture the film, indicating its resistance to damage during handling and transportation.
Another vital KPI is the Coefficient of Friction (COF). This measures the film's surface smoothness and its ability to slide easily on processing equipment. A consistent COF ensures efficient packaging speeds and reduces the risk of jams or errors in automated systems.
Blow Film Plastic Performance Comparison
Global Applications of Blow Film Plastic
Blow film plastic finds extensive applications across numerous industries globally. In the packaging sector, it's used for food packaging (bread bags, produce bags, shrink wrap), industrial packaging, and consumer product packaging. The agricultural industry relies heavily on it for greenhouse films, silage wrap, and irrigation tubing.
In healthcare, it is used for sterile packaging, medical bags, and protective covers. Construction utilizes it for vapor barriers, protective sheeting, and temporary enclosures. In post-disaster relief operations, blow film plastic sheeting provides essential shelter and protection from the elements for affected populations.
Advantages and Long-Term Value
The advantages of using blow film plastic are multi-faceted. Cost-efficiency is a major driver, making it accessible to a wide range of businesses. Its lightweight nature reduces transportation costs and lowers the overall carbon footprint. The material’s durability ensures product protection, minimizing damage and waste.
Beyond these practical benefits, blow film plastic contributes to sustainability through recyclability and the potential for using recycled content. Innovations in bio-based plastics offer a pathway toward even greater environmental responsibility, enhancing its long-term value and appeal to environmentally conscious consumers.
Future Trends in Blow Film Plastic
The future of blow film plastic is focused on sustainability and innovation. The development of bio-based and biodegradable plastics is gaining momentum, offering viable alternatives to traditional fossil-fuel-based materials. Advances in multilayer film technology are enhancing barrier properties and reducing material usage.
Digital printing techniques are enabling greater customization and reducing waste in the packaging process. Automation and process optimization are improving efficiency and reducing manufacturing costs. Furthermore, increasing emphasis on circular economy principles is driving the development of closed-loop recycling systems for blow film plastic.
Research into nanocomposite materials, integrating nanoparticles into the plastic matrix, promises to significantly enhance strength, barrier properties, and thermal stability, paving the way for a new generation of high-performance blow film applications.
Challenges and Solutions
Despite its numerous advantages, blow film plastic faces challenges related to recyclability and environmental impact. Traditional recycling processes can be limited, and plastic waste accumulation remains a significant concern. Furthermore, the reliance on fossil fuels for resin production contributes to carbon emissions.
Solutions include investing in advanced recycling technologies like chemical recycling, which can break down plastics into their original building blocks for reuse. Promoting the use of recycled content in blow film plastic production can reduce reliance on virgin materials. Furthermore, developing and scaling the production of bio-based plastics provides a sustainable alternative.
Summary of Challenges and Solutions for Blow Film Plastic
| Challenge |
Impact Level (1-10) |
Proposed Solution |
Implementation Cost (USD) |
| Limited Recyclability of Mixed Plastics |
8 |
Investment in Chemical Recycling Facilities |
5,000,000 |
| Fossil Fuel Dependence for Resin Production |
9 |
Scale Production of Bio-Based Plastics |
3,000,000 |
| Plastic Waste Accumulation in Landfills |
10 |
Improved Waste Collection and Sorting Infrastructure |
2,000,000 |
| Low Public Awareness of Recycling Options |
7 |
Public Education Campaigns and Incentives |
500,000 |
| Lack of Standardized Recycling Codes |
6 |
Global Standardization of Plastic Recycling Codes |
1,000,000 |
| Inconsistent Quality of Recycled Materials |
7 |
Advanced Sorting and Purification Technologies |
4,000,000 |
FAQS
Blow film plastic is favored for food packaging due to its excellent barrier properties against moisture, gases, and contaminants, extending shelf life and preserving freshness. It’s also lightweight, cost-effective, and can be easily sealed, ensuring product integrity. Furthermore, it can be tailored with specific additives to meet stringent food safety requirements.
While not all blow film plastic is readily recyclable, LDPE (Low-Density Polyethylene) and LLDPE (Linear Low-Density Polyethylene) are the most commonly recycled types. Many grocery stores offer collection points for plastic bags and films, but successful recycling depends on clean and dry materials. Chemical recycling technologies are also emerging to address the recycling of mixed plastic waste.
The thickness of blow film plastic directly impacts its strength, barrier properties, and tear resistance. Thicker films offer greater durability and protection but increase material costs and weight. The optimal thickness is determined by the specific application requirements, balancing performance and cost-effectiveness. Careful calculation is key.
Bio-based alternatives to traditional blow film plastic include materials derived from renewable resources like cornstarch, sugarcane, and cellulose. PLA (Polylactic Acid) is a common example, offering biodegradability under specific composting conditions. However, bio-based plastics often have different properties and cost considerations compared to traditional polyethylene.
Multilayer blow film plastic combines different plastic resins into a single film, leveraging the strengths of each material. This can enhance barrier properties, improve sealability, increase strength, and reduce material usage. For instance, combining a PE layer for sealability with a barrier layer for oxygen protection.
Recent innovations include advanced die designs for improved film uniformity, co-extrusion capabilities for creating complex multilayer films, and the use of digital printing for customized packaging. Furthermore, automated quality control systems and real-time process monitoring enhance efficiency and reduce waste in blow film plastic production.
Conclusion
In conclusion, blow film plastic remains a vital material across diverse industries, offering a unique combination of versatility, cost-effectiveness, and protective qualities. Its ability to be tailored to specific applications, coupled with ongoing innovations in sustainability and performance, ensures its continued relevance in the evolving global landscape. Understanding its properties, applications, and future trends is crucial for professionals seeking efficient and responsible packaging and material solutions.
Looking ahead, the focus will increasingly be on circular economy principles, with greater emphasis on recycling, bio-based materials, and reducing plastic waste. Continued investment in research and development will unlock even more sustainable and high-performance applications for blow film plastic, solidifying its position as a cornerstone of modern industry. Visit our website for more information: www.cnchsj.com