Look, blown film line manufacturers, right? It's been a crazy year. Everyone’s chasing thinner films, higher outputs, and, of course, lower costs. You wouldn’t believe how many calls I get about that last one. To be honest, everyone thinks they can just squeeze a little more out of the existing machine, but it rarely works out that way.
What’s really picked up steam is this demand for sustainable materials. Everyone wants biodegradable, compostable… It’s good, don’t get me wrong, but it adds a whole new layer of complexity. Have you noticed how many "eco-friendly" films still end up needing just as much energy to produce? It’s a balancing act, for sure.
And it's not just the materials. It's the whole setup. People forget the sheer size of these lines. You gotta have the space, the power, the cooling… it’s a commitment.
The State of the Blown Film Industry
Honestly, the biggest trend right now is automation. Everyone’s trying to reduce labor costs. It's not just about robots replacing people, it’s about smarter control systems. We’re seeing a lot of PLC integration, remote monitoring… basically, turning these lines into data centers.
But, and this is a big but, you still need skilled operators. Machines break down. Materials behave unexpectedly. You need someone who can feel the process, you know? I encountered this at a packaging factory in Dongguan last time, they went all-in on automation and then realized they didn’t have anyone who knew how to fix the dang thing when it jammed.
Common Design Pitfalls
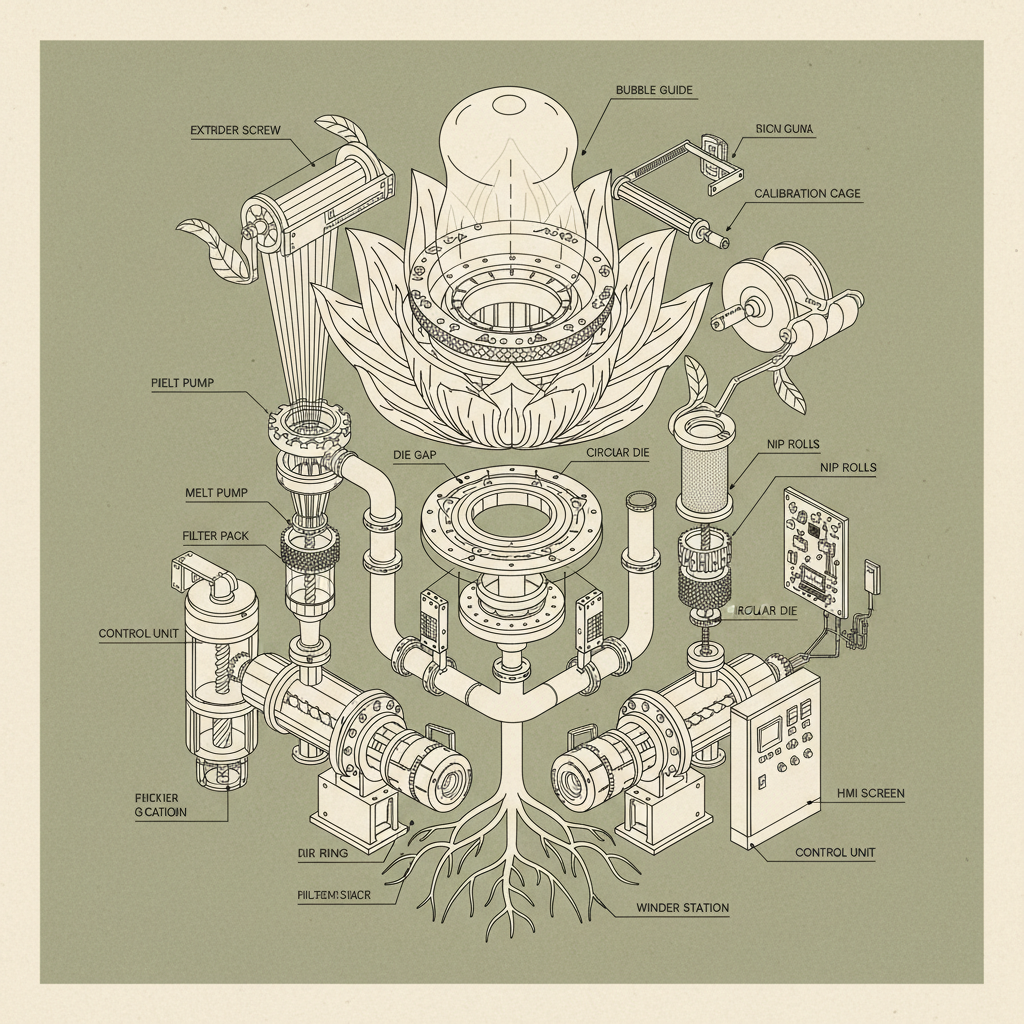
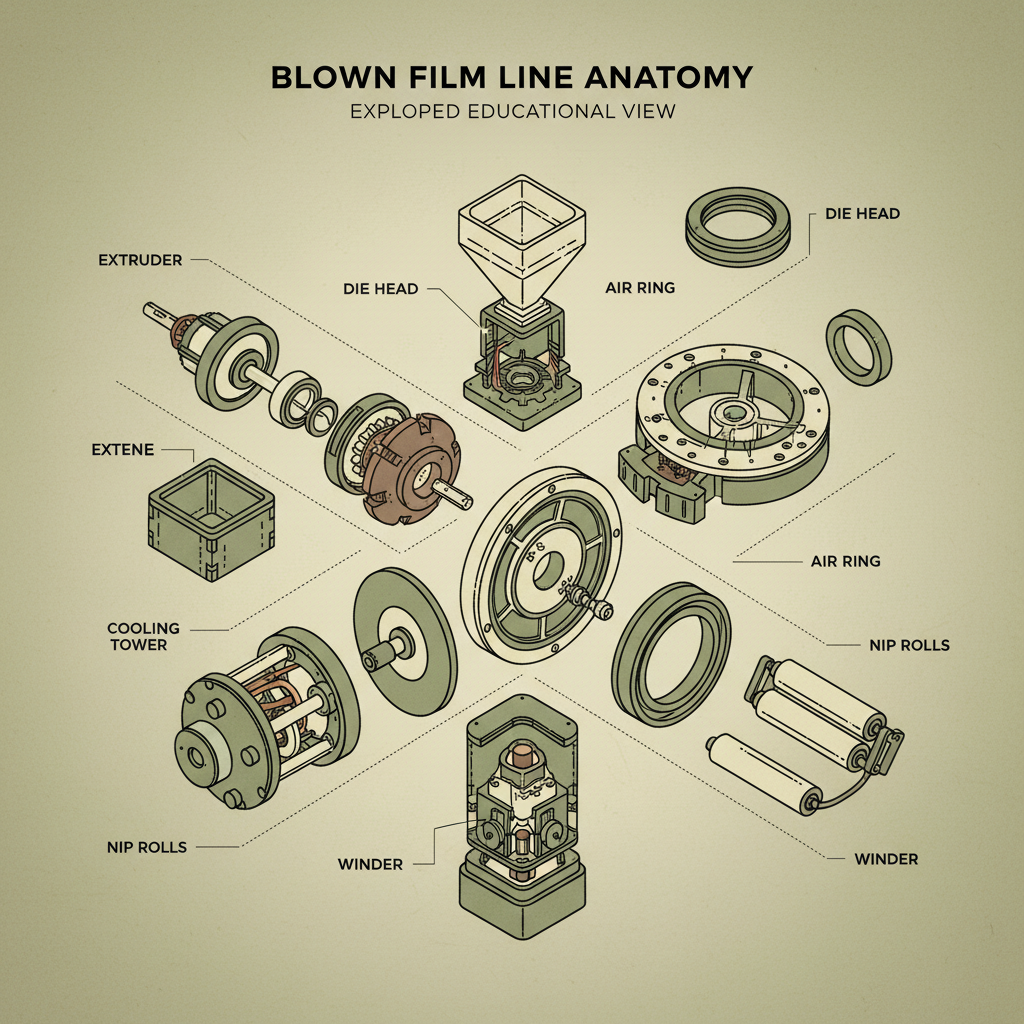
So many people underestimate the importance of die design. Seriously. A poorly designed die will ruin your film, period. It creates inconsistencies in thickness, uneven cooling, and a whole host of other problems. Strangely, a lot of manufacturers try to cheap out on the die, thinking it’s not a critical component. Big mistake.
Another common trap is skimping on the cooling system. You need adequate cooling to maintain the film’s integrity, especially with thinner gauges. If the film isn’t cooled properly, you’ll end up with distortions, wrinkles, and a generally unusable product.
And don't even get me started on the take-up system. It has to be precise, consistent, and able to handle the speed of the line. A bad take-up can stretch the film or cause it to wrinkle, messing up everything you've worked for.
Materials – What We’re Actually Using
It's not just polyethylene anymore, not by a long shot. You’ve got your LDPE, your LLDPE, your HDPE… each with its own properties. LDPE is still the workhorse for a lot of applications, smells faintly of plastic when you're handling it, feels kind of soft and waxy. LLDPE offers better tensile strength and puncture resistance. HDPE is tougher, more rigid.
Then you get into the blends. A little bit of this, a little bit of that, to achieve the specific properties you need. We are also seeing a lot more bio-based PE now, which is good, but it's often more expensive and can be trickier to process.
And don’t forget about additives. Slip agents, antiblock agents, UV stabilizers… these little guys make a huge difference in the final product. I remember sniffing a batch of film once and instantly knowing they'd overdone the slip agent. It smelled… chemically, you know?
Testing: Beyond the Lab
Lab tests are important, sure. Tensile strength, tear resistance, dart impact… all that stuff. But the real test is on the production line, under real-world conditions. You need to see how the film performs when it’s being printed, sealed, filled, and shipped.
I always tell my clients, “Let’s run a full-scale trial. Let’s put this film through the wringer.” We’ll run it on their existing equipment, with their operators, using their materials. That’s the only way to truly assess its performance. We don’t just check if it breaks, we check how it breaks. Is it a clean tear? Does it shred? Does it delaminate?
And don't underestimate drop tests. Seriously. Throw the packaged product on the floor a few times. See what happens. It sounds silly, but it's a surprisingly effective way to identify weaknesses.
Testing Parameter Performance (blown film line manufacturers)
Real-World Applications and User Habits
It’s funny, you design these films for specific applications, but then users always find new ways to use them. We had one client who was making film for agricultural mulch. They were surprised to find farmers were also using it to cover their hay bales. Go figure.
Food packaging is a huge market, of course. Everything from snack bags to frozen food pouches. But it’s constantly evolving. The demand for stand-up pouches with zippers is through the roof. And everyone wants thinner, lighter packaging to reduce shipping costs.
Advantages, Disadvantages, and Customization
The biggest advantage of blown film, compared to cast film, is its superior strength and flexibility. You can produce thicker films with better impact resistance. It's also more readily customizable. We’ve done everything from adding UV protection to creating films with specific barrier properties.
But it's not perfect. Blown film can be more expensive than cast film, especially for high-volume applications. And it can be more difficult to print on, especially with complex designs. Anyway, I think the customization options are where it really shines. Last year a client needed a film with a specific matte finish to reduce glare on their product labels. It was a challenge, but we got it done.
A Customer Story and Lessons Learned
Last month, that small boss in Shenzhen who makes smart home devices insisted on changing the interface to for their packaging. He said it was "more modern." We warned him it would increase the sealing time and potentially affect the seal integrity, but he wouldn't listen.
Well, guess what? He came back to us a week later with a pile of rejected pouches. The seals were failing, the product was leaking, and he was losing money hand over fist. He finally agreed to go back to the original design. It’s a classic case of form over function.
The lesson? Listen to your engineers. They usually know what they’re talking about.
Key Performance Indicators for Blown Film Line Manufacturers
| Film Thickness Variation (%) |
Output Rate (kg/hr) |
Defect Rate (%) |
Energy Consumption (kWh/kg) |
| ± 2% |
400-600 |
< 1% |
0.15-0.25 |
| ± 3% |
300-500 |
1-2% |
0.20-0.30 |
| ± 5% |
200-400 |
2-5% |
0.30-0.40 |
| ± 1% |
600-800 |
0.5% |
0.10-0.20 |
| ± 4% |
350-550 |
1.5% |
0.25-0.35 |
| ± 6% |
150-300 |
3-6% |
0.40-0.50 |
FAQS
Lead times really vary, honestly. It depends on the complexity of the line, the supplier's workload, and current global shipping conditions. But generally, you're looking at 6-12 months from order to installation. Right now, with everything going on, it’s leaning towards the longer end of that spectrum. It's not just building the machine, it's getting all the components, coordinating shipping, and then the installation and training. A lot goes into it!
Regular maintenance is crucial. Think daily checks of the cooling system, cleaning the die, inspecting the rollers, and lubricating moving parts. A yearly overhaul is a good idea, too – basically a complete teardown and inspection. Neglect that, and you're asking for trouble. You'd be surprised how often a simple clogged filter can bring the whole line to a halt.
Waste is a big concern, obviously. Optimizing the die, controlling the cooling, and ensuring consistent material flow are key. Also, train your operators to identify and address issues quickly. A small wrinkle or tear can quickly turn into a major defect. Investing in a good automatic thickness controller can also pay dividends.
Bubbles usually point to issues with temperature control or material melt flow. It can be inconsistent heating, a blocked die, or even the material itself having impurities. Sometimes, it's just too much air pressure. It can be a real headache to troubleshoot because the root cause can be subtle. Don't overlook the basics—check the cooling system!
Yes, but it's not always straightforward. Recycled materials can be more contaminated and have inconsistent properties. You might need to adjust the screw design, modify the die, and carefully control the processing parameters. It’s also essential to have a good filtration system to remove any contaminants. It's doable, but it requires more expertise and attention to detail.
Safety is paramount. You're dealing with high temperatures, moving parts, and potentially flammable materials. Proper guarding on all moving parts is essential. Emergency stop buttons need to be easily accessible. And operators need to be thoroughly trained on safety procedures. Regular inspections of electrical systems are also critical. Don't take shortcuts when it comes to safety.
Conclusion
So, ultimately, blown film line manufacturers are dealing with a complex beast. It’s not just about building a machine; it’s about understanding materials, controlling processes, and anticipating problems. The industry is evolving fast, with a growing focus on sustainability and automation, but the fundamentals remain the same. You need a robust design, skilled operators, and a commitment to quality.
And remember, at the end of the day, whether this thing works or not, the worker will know the moment he tightens the screw. If it feels right, looks right, and performs right, then you’ve got a good line. If not, well, you’ve got some work to do.